 |
|

|
江戸の昔より始めた酒づくり。厳しく、奥深く・・・。 酒づくりは子育てと同じです。手をかけてやればやるだけいいお酒が生まれます。 名水を使い、米づくりから酒づくりまで逸品をめざし、こだわりの手づくりを続けています。大吟醸や純米酒のような特定酒に力を注ぎ、一本一本、原料米や麹、酵母を変えて小仕込みするなど、全国でも特長のある蔵元です。 この長崎の名酒を是非ご賞味ください。 江戸より続く酒蔵で、兄弟3人力を合わせ日々酒づくりに励んでいます。 9代目蔵主 長野哲也
|

|
||

|
酒造りは多くの未知の部分が解明され、新しい機械の導入で少ない人数でも仕込みが可能になってきました。
しかしながら、今でも機械ではできないような細やかなお酒の繊細な部分に関しては人の手で行っています。 弊社ではこの人の手に頼った温かみのあるお酒を目指して日々取り組んでおります。 目や耳など肌で感じ、お酒と対話しながら生育による変化を直接感じとります。 同じ条件で仕込んでも、同じお酒にならない。 そういった悩みも出てきますが、それもまた楽しみの1つです。 |
清酒の製造工程






| 洗 米 | ||
| 原料となるお米を洗う作業なんですが、単純そうで実は一番気を使っています。 その日の水温や米の性質、削り具合により吸水の時間が違いますので、1つ1つ 目で見て時間を判断しなければなりません。 米の洗い方というのは各蔵それぞれ違っていまして、私共の蔵では10kg~15kgの少量で手洗いを行っております。 ストップウォッチを脇に置き秒単位での戦いです。 |


|
|


|
||

|
《担当者 長野 哲也》 米の洗い方、水を吸わせる量、この2つでその後の麹造りや麹造りに大きく影響を与えます。「良い酒を造るためには良い洗米」を心掛けて理想の蒸米を得るため日々励んでいます。 |
|
| 蒸 し | ||
| 前日に洗い吸水を済ませたお米を蒸します。そうする事によりお米のデンプンを柔らかく溶けやすい状態にします。 私共の蔵ではより良い蒸米を得るために昔ながらの蒸し器で“甑”という木製のものを使用しています。 大きな釜の上に甑を乗せて乾燥した蒸気を吹き込む事によって110度位のとても暑い蒸気で約1,000kgのお米を50分で蒸しあげます。 |



|
|


|
||
 |
《担当者 江島 潤》 昔ながらの木製の甑と和釜の乾燥蒸気のおかげで甑肌と言って米がべとつくことはありませんが、甑の上の方に張り込んだ米と下の米とでは蒸し上がりの状態が多少異なりますので、その点を気をつけています。 米を掘り出す時は下駄を履いて甑の中に入りスコップで掘り出しているんですけど、サウナに入っているような感じなんで非常に健康に良い作業です。お陰でお肌はつるつるです。 |
|
| 麹造り | ||
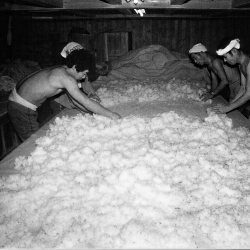
| 昔から酒造りの工程で酒質に最も影響を与える作業としてこの麹造りが上げられています。 麹の役割はお米の中のデンプンをぶどう糖にかえることにありますが、この麹、実はカビの一種 なんです。蒸した米の上に麹の種を振り育てていきます。 たった48時間で出来あがりますがお酒の味を大きく変える大事な工程です。 私共の蔵では昔ながらの木箱を用いた手造りの麹造りを行っています。 |



|
|

|
||

|
《担当者 杜氏 長野 剛士》 麹造りは生き物相手なんで、夜中の仕事も多いんです。麹の出来栄えは、箱麹造りを行っている分理想的な麹は出来やすいんですが、その分手間が非常に掛かるんですよ。まだ納得のいく麹が出来ている訳ではありませんので、もう少し睡眠時間を削って頑張ります。 |
|
| 酒母造り | ||
| アルコールを、実際に造りだしているのは私達人間ではなくて酵母菌という微生物が作ってくれています。 彼ら微生物が麹によって糖化されたブドウ糖を食べてアルコールを生成します。 その微生物を大量に培養していくのがこの酒母造りです。 実際にお酒を造り育てるための大きなタンクではなくて、小さな800リットル位しか入らないタンクで2週間かけて仕込んでいきます。 お酒の種類によってまた、各蔵によっても使う酵母菌は違っています。 |



|
|

 |
||
 |
《担当者 技師 長野 太伸》 酵母菌が元気じゃないといいお酒はできません。他の雑菌や野生酵母に負けない強いマッスルボディーの酵母菌を育てるために、過酷な環境に置いて選りす ぐりの酵母菌だけを拡大培養しています。中には生ぬるい環境でしか育たない甘えん坊の酵母もいるので育児も大変です。 |
|
| 醪造り | ||
| 酒母を基に、麹、水、掛け米を三段に分けて増量しながら、およそ25日かけて育てます。 醪の中では、麹が行う糖化と酵母が行う醗酵を同時に並行して行う、並行複醗酵という世界でも珍しい複雑な経過をたどり出来あがります。 分析や品温操作をおこないながら、目的の酒質まで造り上げていきます。 |



|
|

 |
||
|
《担当者 長野 哲也》 ここまで注意深く育て上げてきたものが最後になって気を抜いてしまうと台無しになってしまう可能性もありますので、緊張して見守っています。 お酒は生き物なんで、愛情を持って育ててあげればちゃんと良いお酒は自然と出来ます。 ぷくぷく、ぽこぽこと、小さな声をだして醗酵する姿は可愛いもんですよ。 |
|
| 搾 り | ||
| 完成した醪を最後布でこして酒と酒粕に搾り分ける作業です。搾り方には色んな方法がありますが、 私共の蔵では昔ながらの槽搾り(ふねしぼり)で全てのお酒を搾ります。10リットルほど入る酒袋という布袋に醪を詰め、槽(ふね)の中に並べて搾る。 という昔ながらの搾り方なんですが、あまりにも手間が掛かるという事で現在は使用している蔵は殆どありません。 ちなみにこの搾り機は昭和10年6月12日生まれの86歳です。 |



|
|

 |
||
|
《担当者 技師 長野 太伸》 タンク1本分のお酒を搾るのに、3日かかり非常に手間と暇の掛かる搾り方なんですが、圧をかけずに搾る事が出来るので、とても優しく味わい深いお酒を得る ことが出来ます。 酒袋の積み方も非常に難しく慣れるまで何度も失敗してきましたが、今では後期高齢者のこの搾り機と仲良くさせてもらってます。 |
|
焼酎



焼酎の製造方法は日本酒と少し違っています。まず、
造る時期は日本酒を造る冬ではなく、もう少し暖かくなった春と秋に仕込みます。
これは醪の醗酵する温度が焼酎の方が高いからです。
それと、麹は焼酎も清酒と同じく使用するのですが、麹菌の種類が違います。
清酒の場合は黄麹をつかいますが、焼酎の場合は白麹と黒麹の2種類があり、
原料や商品の個性を演出する為に使い分けられます。
白や黒の名前は麹菌の胞子の色から付けられているのですが、「白麹」はまろやかで繊細な味わいに
「黒麹」はコクのある香ばしい味わいになります。
清酒と大きく違うのが、出来上がった醪を搾るのではなく蒸留するところです。。
醪を蒸留するとアルコール分が蒸発し、それを冷やして液体に戻すと焼酎の原酒を得る事が出来ます。
蒸留方法には昔から伝わる「常圧蒸留」と70年代の半ばころから広まった「減圧蒸留」の2通りがあります。
「常圧蒸留」は100度近い温度で沸騰させる為、濃厚で深みのある味を生み出します。
「減圧蒸留」は蒸留機内の気圧を真空状態にして蒸留しますので、40度位の低温で蒸留でき、まろやかで
飲みやすい焼酎が造り出されます。
弊社のこだわり
原料の特徴を引きだす為に出来る事は全て手を尽くして工夫しながら焼酎造りをしております。
麹菌や酵母菌また蒸留機やろ過の方法に至るまで試行錯誤の連続で今日に
至っております。なので製造方法は他の蔵と比べると違う点が沢山あります。
また、貯蔵の方法もフランスから輸入したブランデーの樽に寝かせるなどしてより良い物を造
るため日々精進しております。



|
|
〒859-3237 長崎県佐世保市城間町317番地 TEL.0956-59-2311 FAX.0956-59-2312 Eメール umegae@blue.ocn.ne.jp COPYRIGHT © 2010 UMEGAE SAKE BREWERY. ALL RIGHTS RESERVED. |